пендлер ремонт небезпечних бритв | Записи з міткою пендлер ремонт небезпечних бритв | Щоденник Владімір_леснічій: LiveInternet - Російський Сервіс Онлайн-Щоденників
Приготування шліфувальної шкурки і налагодження верстата
Шліфувальну шкурку готують в наступному порядку.
1. Від рулону відрізають шматок шкурки необхідного розміру з припуском на склейку решт 4-5 см.
2. Шкірку на паперовій основі слід розрізати ножем по лінійці, а на полотняній тільки назрівати з краю, потім по надрізу розірвати руками.
3. Очистити від зерен частина стрічки, призначеної під склейку, очистку зробити змочуванням шкурки водою.
4.Закрепіть шліфувальну шкурку на повстяному або фетрові колі кістковим або міздровим клеєм.
5.Після приклеювання шліфувальної шкурки до кіл необхідна витримка для схоплювання клейового з'єднання.
6. Надійність кріпленні шліфувальної шкурки на колах провернеться холостим проворачиванием на шліфувальному верстаті.
При налагодженні верстата потрібно простежити, щоб не було биття інструмента, об поверхню кіл з приклеєною шкіркою була б гладкою, без помітних опуклостей, вм'ятин, що прилипли часток і бруду. Правильність установки кіл на верстаті перевіряється металевою лінійкою. Номери шкурок відповідають загальноприйнятим номерами шліфзерна або шліфпорошкі. Вони вибираються відповідно до рекомендацій, зазначеними в табл. 3.
Виправлення Щербина та тріщин на голівці БРИТВИ
Після заточування і шліфування в більшості випадків необхідно виправити конфігурацію голівки бритви. Така операція може битьі як самостійна, так як при недбалому поводженні з бритвою на ній виникають тріщини і щербини.
Дуже зручні в роботі бритви з прямою головкою. Завдяки наявності у них гострого кута між головкою і спинкою леза ними можна проводити будь-які операції гоління волосся. Але пряму головку надзвичайно важко відновити не в заводських умовах, і до того ж більшість вітчизняних бритв випускаються з напівкруглою формою головки.
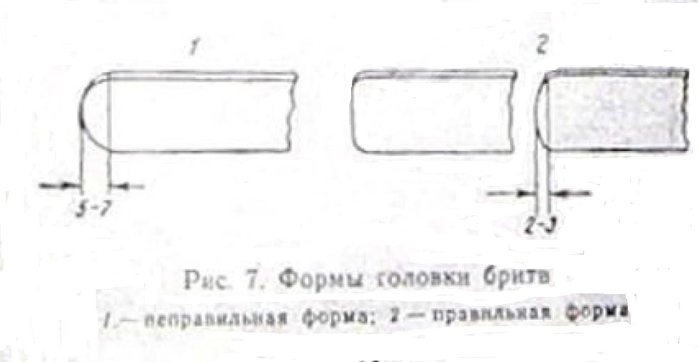
Тому при виправленні дефектів на голівці необхідно прагнути до гострого кута між нею і спинкою або по можливості отримати мінімальну величину кута, як показано на рис. 7.
клепки РУЧКИ
Ця операція досить проста. Однак дуже часто форма плашок або їх вигин не дають можливості правильно укладати клинок бритви, внаслідок чого він зачіпає за плашки ручок і приходить в непридатність. Жало добре спрямованої бритви настільки тонко, що дотик до нього не тільки ручки, але навіть пальців руки знижує його первісну гостроту настільки, що бритва не може витримати випробування на гостроту і повинна бути вдруге спрямована на ремені з пастою ГОІ
Направка на бруски й на ременях врятувати
Направка бритви на бруски і остаточно на ремені з нанесенням пасти є останньою операцією технологічного процесу. Процес направка складається з трьох операцій і кожна проводиться на спеціальних брусків.
З практики відомо, що заточка і шліфування бритви на відміну від направка проводиться дуже рідко, тільки при великому зносі леза.
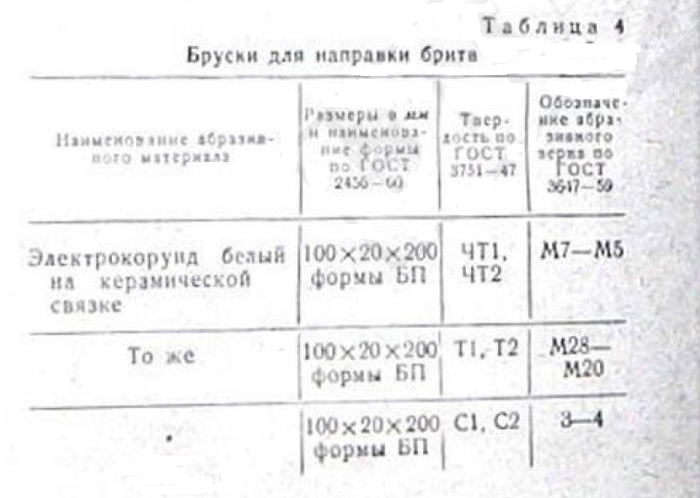
Однак навіть при гарному догляді бритва через 8-12 місяців при індивідуальному користуванні і набагато швидше при роботі в перукарнях вимагає якісної направка. Направка найчастіше є єдиною операцією технологічного процесу. Для зменшення трудомісткості перед такою направка рекомендується жало леза заточувати. Заточування проводиться два рази на фетрових гуртках, перша операція з нанесенням мікропорошку М20-М28 і друга зі шліфувальної пастою. В цьому випадку процес направка жала леза складається тільки з двох операцій. Направка на брусках середньої твердості (С1 або С2) з великою величиною зерна № 3 або № 4 не проводиться. Якщо ж жало НЕ заточували, то процес направка складається з усіх трьох операцій і починається на бруском м'якших н з великою величиною зерна. Подальші дві операції проводять на бруски більш жорстких, з дуже малою величиною зерна. Застосовувані для направка бруски названі в таблиці 4.
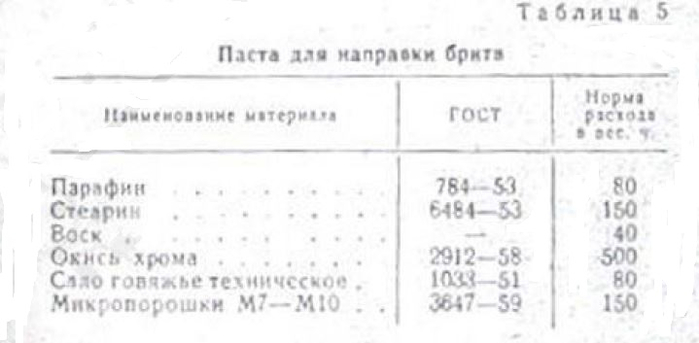
Остаточна направка бритви перед випробуванням на гостроту проводиться на ременях, покритих тонким шаром шліфувальної пасти. Остання готується на основі окису хрому, яка завдяки надзвичайній тонкості зерна забезпечує отримання найбільш чистою, рівною і гострої ріжучої кромки жала бритви. Склад пасти на 1000 вагових частин наведено в табл. 5.
Направка бритв вручну на бруски є найбільш трудомісткою і забирає основний час при ремонті. Необхідно відзначити, що цьому процесу надається велике значення. Досліди показують, що навіть при неповноцінною термічній обробці бритви добре спрямоване лезо її показує високі бриючі якості. І навпаки, клинок бритви, виготовлений з кращої стали по досконалому технологічному процесу, але недостатньо спрямований, добре голити не може. Ось чому при ремонті бритви необхідно звернути особливу увагу на поліпшення якості, остаточної направка жала бритви Тому направка леза є досить відповідальною ручною операцією і вимагає високої кваліфікації майстра. Останнім часом для поліпшення якості направка бритв введена електролітична заточка.
Електролітичного Заточення бритви
Електролітичним методом заточування заснований на анодному розчиненні металу, в результаті чого жало бритви загострюється. Заточування проводиться в спеціальному електроліті, що складається з суміші фосфорної н хромової кислот з певним змістом води і заліза. Лезо бритви занурюється в електроліт і служить анодом. В результаті проходження електричного струму метал з поверхні леза переходить в розчин.
Процес електролітичної заточування дозволяє отримати лезо бритви з вельми високими ріжучими властивостями, але вимагає спеціально навченого технічного персоналу і відповідної апаратури.
ОБЛАДНАННЯ ДЛЯ ЗАСТОСУВАННЯ електролітичного ЗАТОЧУВАННЯ
Для електролітичної заточування можуть бути застосовані зварні залізні ванночки, покриті емаллю або вініпластом, ємністю 500-550 куб см. У ванну наливає гарячу воду при температурі 70 ° С або холодну воду підігрівають електронагрівачем до тієї ж температури. Процес проводиться при температурі 70 - 72 С і підтримується автоматично контактними термометрами. Ванна харчується постійним струмом напругою 6 в отселенових випрямлячів ВС А-10. Випрямлений струм подається в ванну (електролезер), де в якості катода служить сталева пластинка, виготовлена з нержавіючої сталі, а в якості анода - заточувати бритва. В якості електроліту використовується розчин наступного складу:
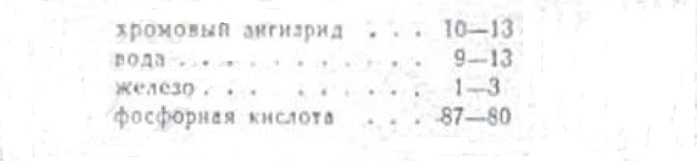
Спосіб приготування електроліту наступний. У фосфорну кислоту питомої ваги 1,6 вводять дрібно подрібнений хромовий ангідрид з розрахунку 200 грн а 1л фосфорної кислоти. Суміш витримують одну добу, поки весь хромовий ангідрид не перейде в розчин. Потім електроліт підігрівають у водяній бані до 70-80 С. де відбувається випаровування. Випарювання розчину припиняється, коли вміст води в електроліті досягає 9-13%. Приготований електроліт при температурі 20 ° С повинен мати питому вагу 1,715-1,72. Насичення залізом відбувається в процесі заточки.
ПОДГОТОВКАЛЕЗВІЯ БРИТВИ
ДО ПРОЦЕСУ анодного ЗАТОЧУВАННЯ
Попередньо жало леза заточується на фетрових колах, покритих мікропорошки М28 або М10. Швидкість обертання інструменту 3000-3500 об / хв. Після заточування жала бритва обезжиривается протиранням леза ганчіркою, змоченою в авіаційному бензині. Знежирені леза занурюють в електроліт, так щоб розчин покривав лише фаски бритви При цьому позитивний полюс джерела струму підключається до бритв. Після заточування бритви промиваються в холодній, за тим в гарячій воді і витираються рушником.
Режим роботи
Для уникнення зміні кута заточки в процесі роботи необхідно строго дотримуватися Сланкі режиму роботи:
температура електроліту 70 С. щільність струму 100-200 а / кв.см, тривалість витримки 8-10сек.
коригування електроліту
При накопиченні в електроліті заліза більше 3.1% (у вагових частинах) починає виділятися осад фосфату заліза в твердій фазі. Ця обставина дозволяє експлуатувати електроліт протягом 15-20 днів, вдаючись періодично лише, до очищення від шлаків і коригування по воді і фосфорної кислоти
Практично коригування здійснюється 1 раз в день введенням електроліту питомої ваги 1.7-1.705. доводячи рівень до певної позначки. Коригування по воді проводять 1 раз на три дні, додавав дистильовану воду в електроліт Питома вага електроліту при коригуванні повинен бути 1,715-1,72, коригування по хромовому ангідриду і залозу виробляють керуючись даними хімічного аналізу.
знежирення
У процесі ремонту може виникнути потреба в очищенні клинків бритв від бруду і масел і для цієї мети застосовується знежирення і розчин наступного складу:
каустична сода (NaOH) (їдкий натр) - 25 г / л; поташ (Кa2CO3) (вуглекисла сіль) - 50 г / л, тринатрийфосфат (Na3PO4) (фосфорнокислий натрію) - 15 г / л; рідке скло - 2-3 г / л;
Процес знежирення виробляють при температурі ванн не нижче 90С.
Для знежирення слід мати три ванни, причому в двох ваннах збожеволіє обезжирюючих розчин, а третя наповнюється гарячою водою. Розміри ванн залежать від кількості клинків бритв. Всі ванни повинні бути забезпечені електропідігрівом з метою підтримки температури розчину і води під час роботи не нижче 90С. Нижче температури розчину в 90С робота не проводиться.
Час, що потрібне на знежирення, при температурі складу 95 -100 ° С становить 15-20хв.
ВИПРОБУВАННЯ гостроти БРИТВИ І УПАКОВКА
Найбільш поширеним практичним методом випробування гостроти бритви вважається проба на зрізання вільно висить людської волосини. Випробування проводиться таким чином: людська волосина затискається в пальцях руки з таким розрахунком, щоб ои висовувався на довжину 30-40мм, потім легким натисканням випробуваної брітвойна відстані 10 мм від місця затиснення волосся зрізають. Якщо бритва добре заточена і спрямована, то будь-яким місцем леза бритви волосся може бути легко зрізаний. Практично перевіряють лезо бритви описаним способом у багатьох місцях і в разі отримання задовільного результату вважаються придатною для роботи.
Для цього випробування використовують жіноче волосся, переважно волосся блондинок через більшу їх м'якості і тонкощі в порівнянні з чоловічими волоссям.
Волосся, призначені для випробування, обов'язково звільняються від покриває їх жирового мастила миттям, так якв іншому випадку бритва, навіть дуже добре спрямована і гостра, тільки буде ковзати по волоссю, не розрізаючи його. Однак етотспособ не є досконалим, але він дуже простий і зручний.
Бритва після перевірки на гостроту змащується і упаковується в футляр.
Змащуються бритви жировими речовинами, що оберігають сталь від корозії.
Самі мастильні речовини не повинні містити домішок, що викликають корозію. На практиці часто трапляються випадки, коли добре відремонтована бритва, після дуже нетривалого лежання в упаковці покривається іржею внаслідок того, в матеріалах упаковки містилися шкідливі хімічні домішки.
Виправлення дефектів на ручках виготовлених із пластмас
Найбільш часто зустрічаються такі дефекти:
1. Невеликий тріщини на плашках по отворах для шарніра або кріплення Клінчиков.
2.Отклеілся Клинчик при знятті клинка або з інших причин.
3. Лопнули одна або обидві плашки.
Для виправлення дефектів перерахованих в пунктах 1 і 2 проводиться склеюванням або зварюванням за допомогою газового теплоносія полягає в сплаві деталей, що з'єднуються.
Для зварювання необхідна спеціальна апаратура. Однак з огляду на невелику колчество ручок, одноразово підлягають ремонту, застосовувати еёнецелесообразно. Виправлення дефектів, перечісленнихв п. 3. склеюванням неефективне, а тому проводиться заміна на юну ручку або змінюється лопнувшаяя плашка.
На рис 8 показана пластмасова ручка з наіболеечасто зустрічаються дефектами, переліченими в пп 1 і 2.
Склейкапроізводітся двома способами: з використанням розчинників.
Клей отримують розчиненням синтетичних смол у відповідних розчинниках. Тужавіння клею може пришвидшувати за допомогою нагрівання. Через маленьких партій ремонтованих ручок або через те що в більшості випадків природа пластмаси різна, нагрівати ремонтуються деталі не рекомендується.
При цьому необхідно особливо пам'ятати, що целулоїд миттєво запалюється при зіткненні з відкритим вогнем і легко горить.
Склеювання деталей проводиться при температурі не нижче 15 градусів в чистому сухому приміщенні. В іншому випадку на поверхні виробу може утворитися конденсат навко-

лишнього повітря, що погіршує якість клейового шва. Для більш повного видалення розчинника дається відкрита витримка, і лише потім їх з'єднують. Намазувати клей слід рівномірним рухом кисті тільки в одному напрямку, не допускаючи утворення бульбашок повітря. Товщина шару, що наноситься не повинна перевищувати 0,5 мм. Наносити клей найкраще на поверхні обох деталей, що склеюються. До склейки переможені місця очищаються від бруду. Найкраще дляетого целііспользовать гостре шило або заточений гострий кінець дроту. Сам процес склеювання будь-якої зачистки не вимагає. Клей наноситься тільки на пошкоджені або поверхні, що склеюються, бо під його впливом, деталі втрачають свій блиск. Заклеювання ненаскрізних тріщин і приклейка Клінчиков проводиться спеціальними видами
клею для кожної пластмаси. При виборі найбільш придатного способу склеювання слід враховувати наступні фактори: хімічну природу пластмаси, технічні вимозі до властивості клейового шва і умови експлуатації, економічні переваги того чи іншого способу склеювання н токсичність застосовуваного клею.
Склеювання за допомогою розчинників застосовується найчастіше для термопластичних матеріалів. Його вибирають в тих випадках, коли сполучаються термопластики легко розчиняються в органічних розчинниках або мають спільні розчинники При цьому виходить з'єднання, в якому шов складається з матеріалу деталей, що склеюються.
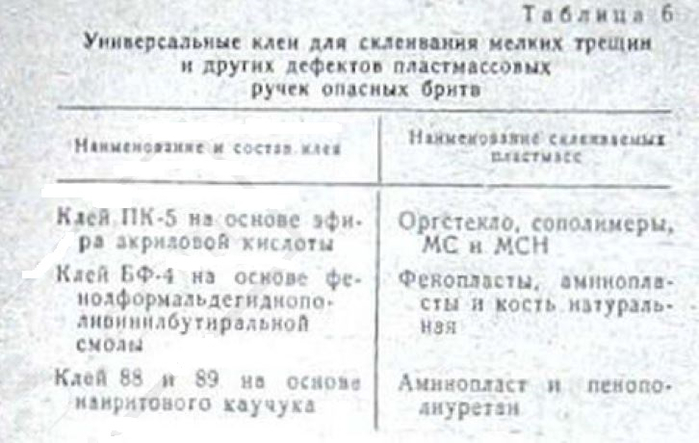
Застосовувати будь-якої один вид клею не представляється можливим, так як ручки до бритв виготовляються заводами з пластмас, різних за своєю структурою. Краще застосувати універсальні синтетичні клеї.
бо вони придатні для склеювання цілого ряду однорідних пластмас. Крім того, вони поставляються в дрібній фасовці, що зручно для ремонту.
У табл. 6 дані рекомендовані сорти 'універсального клею дли найбільш часто зустрічаються пластмас, що йдуть на виготовлення ручок
Для усунення дефектів на целулоїдних ручках застосовуються чистий ацетон і дихлоретан, однак найістотнішим недоліком останнього є висока токсичність.
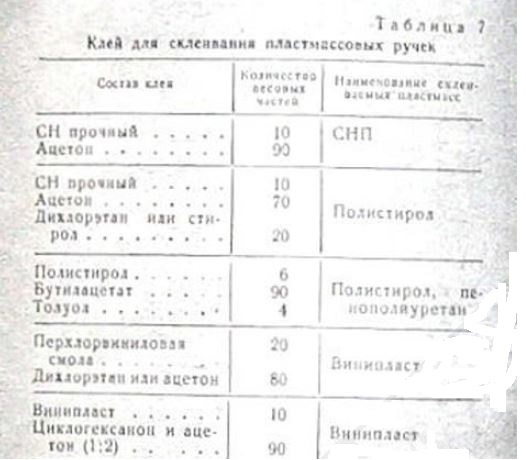
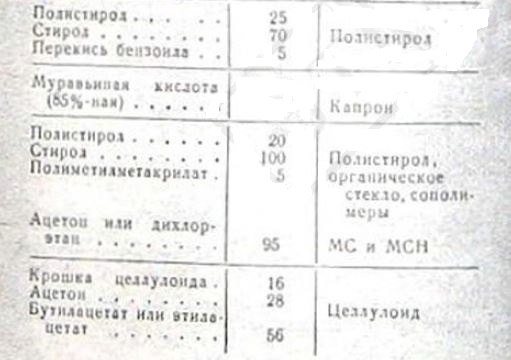
При відсутності універсальних можуть застосовуватися спеціальні клеї, склад яких наведено в табл. 7.
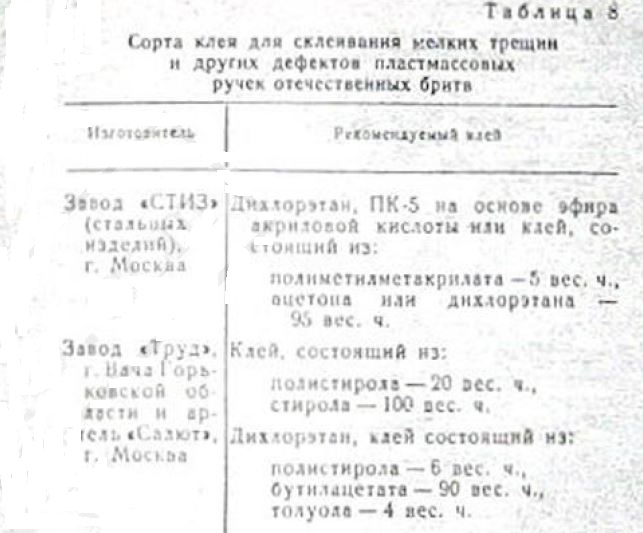
У табл. 8 дані клеї, придатні для склеювання ручок вітчизняних бритв, так як відома природа їх пластмаси. Для ручок до бритв іноземних марок найбільш придатний універсальний клей БФ -4 наоснове фенолформальдегидная-поливинилбутиральной смоли або чистий ацетон.